
当店はインボイス制度に対応しておりますのでご安心ください!
登録番号 T1080001007779
ルータービットを使った作り方
フレキシブルなジョイントを、玉縁ビットで!

「玉縁(ビード&コーブ)ジョイントビット」は、
BTMTオリジナル。
材料の木端をそれぞれ「半丸」と「丸溝」に加工することで、
材料同士の接合角度を、
あとから微調整しながら接着することができます。
海外には「カヌービット」と呼ばれる専用ビットもあるようです。
カヌーは、たくさんの板を微妙な角度で接合して作られていますが、
このビットは、カヌービットとしても使えます。
使用する材料は、厚さ5mm。
1本のビットで「半丸」と「丸溝」の両方が加工できるビットになっています。
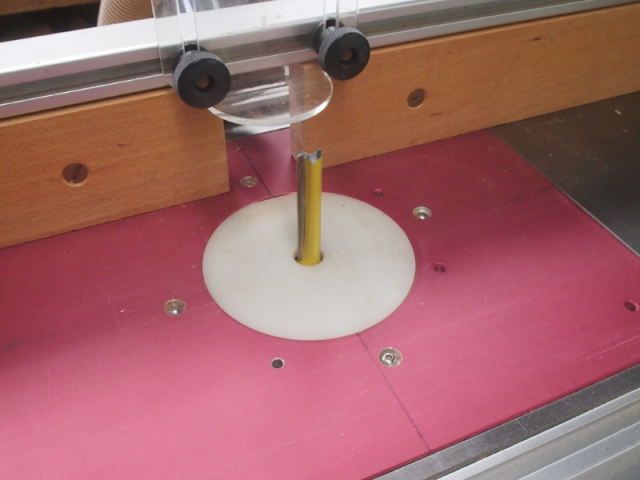
まずビットの上部で、半丸に加工。
続いてビットの下部で、反対側を丸溝に加工します。
どちらも材料をルーターテーブルに寝かした状態で切削するので、安定して送材しやすいです。
この玉縁ビットを使ったジョイントは、接合角度が微調整できるので、
通常の多角形ジョイントのように、形状に応じて特定の角度に加工する必要がありません。
円形はもちろん、楕円形や不定形の器、それこそ船体のように曲率の変化のある器にチャレンジすることもできます。
ぜひ、お試しください!
トリマーテーブルで、かまち組!

レール&スタイルビットの日本版ともいうべき
「B52-02 かまち組ビットセット」で、小さな扉の枠を加工しています。
(厚み14mm、幅25mmの棒材を使用)
BTMTでは12mm軸ルーター用に加えて、
トリマーテーブルでも使える、6mm軸をラインナップ。
そして、使っている道具はイカツイ「木工ジグ」 に見えるかもしれませんが……
これはBTMTの姉妹店「オフの店」の定番商品を組み合わせているだけなのです。
※外部サイトへ移動します。
クロスカットジグは、棒材の先端を切削する時に安定して加工できるスグレモノ。
トリマーテーブルに載せて、フェンスに沿わせば使えます!
もともとは大きなルーターテーブル用ですが、トリマーテーブルTTX2でも安定して使えました。
ぜひ、お試しください!
薪とディッシュビットでつくるスプーン

今回ご紹介するのは、自然木のスプーンづくり。
ルーターやトリマーというと、
まず精密な加工が想起されると思います。
手道具で仕上げた部分との対比が引き立つ今回のような作品にも、
BTMTルータービットは活用することができます。
*
材料は、ホームセンターでも容易に入手できるコナラの薪。
それを使って、スプーンを作ってみました。
スプーンというよりお玉杓子やレードルと言ったほうが適切かもしれません。
ルーター等の電動工具をずっと使っていると、無性に手道具をいじりたくなってしまいます。
そこで、面倒で特殊なナイフが必要なスプーンの窪みはディッシュビットで削り、
他は手道具で加工することにしました。
ルータービットの加工はテンプレートを使うので、同じものをたくさん作りたいときにも便利です。
1、材料はホームセンターの薪(たきぎ)

薪(たきぎ)として売られている、
ホームセンターでも入手可能なコナラの木が材料です。

ポイントは、
なるべくスカッと割れて、節のない物を選ぶこと。
それらをナタで、
断面が平坦な長方形になるよう、
皮の部分や余分な個所を削り、木取りします。

ナタで割った薪の表面はフラットではないのですが、
そのまま活かします。
不定形、異形の材料を固定するには
「ウッドクランプ」がとても便利です!
※ウッドクランプは、BTMTの姉妹店「オフの店ウェブショップ」で購入できます。
下記リンクをクリックすると商品ページ(外部ページ)に移動します。
BTMTルータービットで加工するには、
材料の上に、MDFでつくった楕円のテンプレートをクランプで固定します。
平らなテンプレートの上にルーターを置き、ディッシュビットでくぼみを切削していきます。
2、ディッシュビットでくぼみを加工



ルーターに、BTMTディッシュビットを取り付けて、くぼみを加工します。
BTMTの切れ味のおかげで、きれいなくぼみが加工できました!

途中、余分な個所をナタやノコギリで除去していたときに欠けてしまいました。
材料は、注意して亀裂や節のない部分を選ぶ必要があります。

とはいえ、材料のサイズには余裕があるので、
欠けてしまった個所をカットして、再度ルーターでくぼみを加工しました。
こんなところも自然木のおもしろさ、です。
3、テンプレートの便利な作り方

テンプレートはホームセンターで購入可能なMDF板に、
楕円形を描き、ドリルやジグソーで切り抜いて自作したものです。
切り抜いたテンプレートはサンディングして仕上げていますが、
今回はボール盤に取り付けてスピンドルサンダーのように使用できる、
「軸付サンダーセット」を使うと便利でした。
※軸付サンダーセットは、BTMTの姉妹店「オフの店ウェブショップ」で購入できます。
下記リンクをクリックすると商品ページ(外部ページ)に移動します。
4、スプーンのりんかくは、手道具で

スプーンのくぼみをBTMTルータービットで加工したら、
りんかくの余分な個所を、ノコギリやナイフで除去します。

そして、ドローナイフや、


ノミも使って、大まかな形に削りました。

なお、材料の大きさに余裕があるものもあったので、
少し大きめにできたものもあります。
※ナイフなど「ハンドカービング」の道具は、BTMTの姉妹店「オフの店ウェブショップ」で購入できます。
下記リンクをクリックすると商品ページ(外部ページ)に移動します。
5、仕上げ

大まかに形ができたあとは、更にドローナイフや、

カービング用のナイフで仕上げ。
きれいなカタチになってきました。

抜け節には木を埋め込んで、大事に作品に仕上げます。
6、完成!

できあがりました。

製作中の器と共に。
今回、スプーンのくぼみをBTMTディッシュビットで削りました。
ルータービットは、たくさん作りたいときに便利な方法です。

BTMTのディッシュビット(品番B32-33)は、
丸みがゆるやかにデザインされており、
自然な形状に加工できます。
商品ページはこちら→ https://www.btmt.jp/SHOP/B32-33.html
是非お試しください。
ルータービットでノミの柄を作る

ルータービットで作るなんて、今までも思いもしなかったものを、BTMTで作ります。
今回のお題は、ノミの柄。
知人からもらった 6 本組のノミ 。
柄の部分が、ペンキのような色付きの塗料で塗られていてちょっと気に入らなかったので、
自分好みの材料で作ることにしました。
丸面ビットを使って丸棒を作る方法は、これまでもご紹介してきましたが、
均一な太さの丸棒を仕上げる方法として便利です。
欠点は、丸棒の両端を、たとえばテーパー状に細くするといったことができませんでした。
今回は、ルーターテーブルに自作ジグを追加して、このテーマに挑戦していきます。
1.ジグを作る

丸棒の両端をテーパーに削るための、自作ジグのテストをしました。
まず、ルータービットの選定。
テーパー部分の長さは、ルータービット(ストレートビット)の刃長に依存します。
トリマーにも取り付けられる6mm 軸ビットの場合、30mm までが目安です。
テーパー部分をもっと長くしたいと考えると、
12mm 軸のビットが取り付けられるルーターを使用することになります。
そこで、一般的なルーターテーブルに普通にセットしたルーターとフェンスを使用し、
ありあわせの材料でそれが可能なのかをテストしてみました。
結果は行けそう!
刃長の長いBTMTルータービット「B14-04 刃径12mmロングサイズのストレートビット(プランジ刃付き) 12mm軸(刃長60mm)」をルーターテーブルにセット。
B14-04のストレートビットを最大限に突き出すとなかなかの迫力です!
安全のため、なるべくビットをカバーできるようなかたちのガイドにすることにしました。
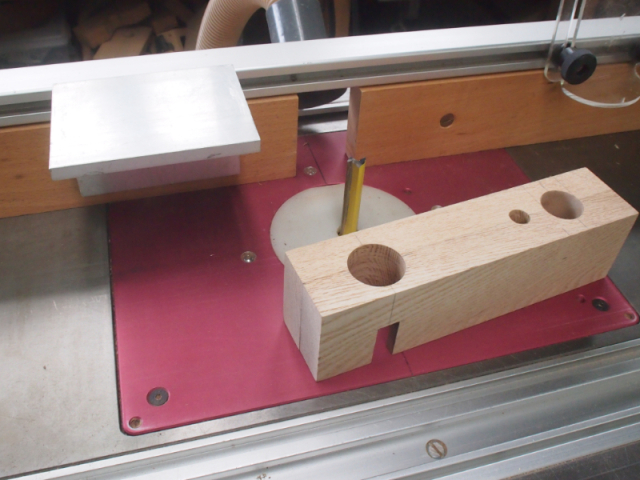
ガイドのしくみは、
・ルーターテーブルのフェンスに頑丈なアルミニウム製のアングル材をしっかりと固定。
・そこに、木製のガイドをクランプで固定。
木製のガイドには、ノミの柄の直径30mmの穴をあけました。
穴は垂直にあけています。
テーパー加工したい時は、その勾配に応じた角度の「シム」を木で作り、
アルミアングル材とガイドの間に差し込むことで、ビットに対してガイドが斜めに固定できるようになっています。

切削量の調整は、ルーターテーブルのフェンスを前後に移動しておこないます。
確認しやすいように、フェンスの後ろ側にダイヤルゲージを取り付けました。
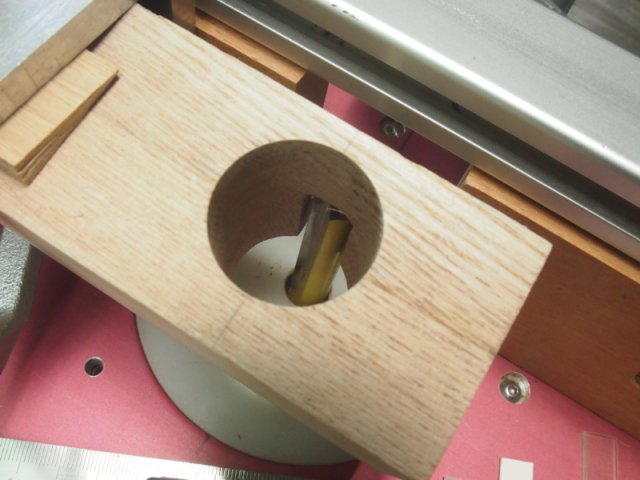
2.ノミの柄に、金具をつけるための段欠き加工

まずは、直角の段欠きから。
「冠(かつら)」や「口金」をつけるための段欠き加工をおこないます。
写真は柄の先端に「冠」を取り付けるための段欠きです。
動画でご覧ください(音量にご注意ください!)
材料をゆっくりと慎重に右回り(クライムカット)にガイドに挿入し、
数回に分けて少しずつ目的の径に削ります。
(動画ではスイスイ削っていますが、切削量はわずかです)
直角の段欠きなのでシムは用いません。
クライムカットは上級者テクニックで、切削面がよりきれいに削れます。
ただし、ビットの回転方向と同じ方向に材料を送ることになるので、
1回の切削量を少なくするのがポイントです。

柄の反対側にはノミの刃を差し込む穴を、あらかじめボール盤であけておきました。

「冠」や「口金」は、もとのノミに取り付けられていたものを磨き直して使います。
段欠きの加工には、刃長30mm のBTMTルータービット「B13-03 刃径12mmストレートビット(プランジ刃付き) 6mm軸」を使用しました。
3.ノミの柄を、テーパー状に加工する

ノミの柄を、まるで木工旋盤で挽いたかのようなテーパー状に加工します。
「冠」や「口金」を取り付ける段欠きを加工したあと、
今度は自作ジグに、クサビ状のシムを挟んで77度の角度にセットしました。
動画は、この状態でノミの柄の尻尾側(「冠」側)をテーパーに削ったところです。
刃を差し込む「口金」側は、85度の傾斜のついたシムを使いました。
4.仕上げ

ノミの柄は、ていねいにペーパーで仕上げてから、オイル塗装。

ノミのシース(鞘)も、革を編んで新調しました。

【使用したビット】
https://www.btmt.jp/SHOP/B13-03.html
https://www.btmt.jp/SHOP/B14-04.html

ちなみに、この鎌の柄は、ジグがうまく使えるかテストした時に加工した
タモ材を活用したものです。
ダブテールジョイントの箱を リ・デザイン

前回「SPF 材でダブテールジョイントの箱を作る」でご紹介した箱を、
より使いやすく改造してみます。
改造のポイントは…
◎3つ作った箱をスタッキング(積み重ね)してもズレないように、
箱の内側に薄い板を貼り付けます。
◎箱の上にフタを作ります。フタは、赤身のある杉板です。
フタには、くぼみを削り出してトレーとしても使えるようにしてみます。
1.箱の内側に薄板を貼り付ける

箱の内側に、厚さ4mの薄板を貼り付けます。
箱の上面に突き出た個所が、
積み重ねたときに箱の底板のくぼみに差し込まれることになるので、
スタッキングしてもズレなくなります。
薄板のコーナーは、45度にトリミングして留め接ぎにしました。

角面ビットやV溝ビットを使って45度にカットするのが一般的ですが、
ここではBTMTウェブショップの姉妹店「オフの店ウェブショップ」で販売している「マイタートリマー」という、手道具を使いました。
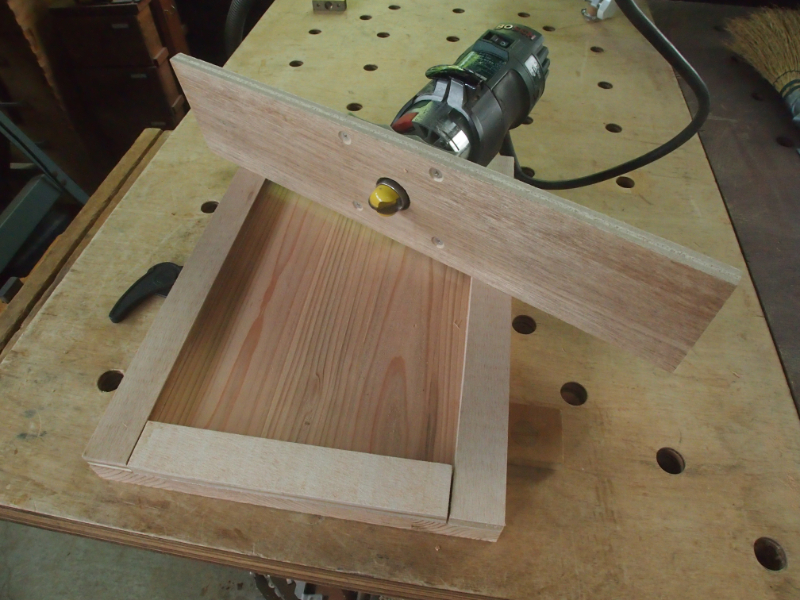
2.フタの裏側を彫り込み加工

フタの内側(裏側)に、箱の内側に貼った薄板がピッタリはまるように、彫り込みをします。
まず、ガイドバークランプと、スパイラルビットで溝加工。

次に、おなじみBTMTの「ミックス4枚刃 大入れ・プレナービット」で内側をフラットに削り取ります。
なお、トリマーのサブベースは合板で作った自作のエクステンド・サブベースですが、合板だと不透明なので切削箇所が分かりにくいのが難点です。
ポリカーボネイトなど、透明で強度のある素材で作るのがオススメです!

コーナーは、ノミで直角に仕上げました。
3.フタの表面をトレーとして使う!
フタの上面は、トレーとしても利用できるように、BTMTディッシュビットで彫り込みます。
こちらは合板の端材を両面テープなどで貼り付けてテンプレートとし、
BTMTディッシュビットのベアリングを沿わせて削りました。

フタのエッジは、ルーターテーブルでセットしたV溝ビットで面取りしました。

やわらかく欠けやすいスギ材ですが、BTMTの削りをご覧ください。
4.箱の側面に「指掛け」を加工

ちょっとしたBTMTルータービットの小ネタをひとつ。
箱の側面に指掛けを加工します。
ナイフなどで削ることが多いと思いますが、ここではディッシュビットで削ります。

ルーターテーブルのフェンスにストッパーを取り付け、
箱をビットの上から押さえつけるようにして加工しました。
BTMTにはアールの大きいディッシュビットがありますので、
きれいな丸みがの指掛けが加工できました。
5.塗装、完成

全体を塗装して完成です。

様々な工具をおさめてみました。
ルータービットを使うことで、シンプルな箱にもデザイン性がプラスできます。
《今回使用したBTMTルータービット》
◆フタの裏側の彫り込み
https://www.btmt.jp/SHOP/B11-14.html
https://www.btmt.jp/SHOP/B21-05.html
◆フタの表側にトレーのくぼみ、箱に指掛けを加工
https://www.btmt.jp/SHOP/B32-33.html
◆フタの面取り(ルーターテーブル使用)
https://www.btmt.jp/SHOP/B33-04.html
20211116公開
SPF 材でダブテールジョイントの箱を作る

今回は、BTMTルータービットとルーターテーブル、マイターゲージ等を使い、
SPF材のスルーダブテールジョイントの箱の作製手順を紹介していきます。
大きなジョイントが一つだけの、シンプルな組手。
こんなダブテールも如何?
でも、これでダブテールジョイント(アリ組み)の箱を作るとなると、
実は簡単ではありません。
やわらかいSPF材では、
小さな角度のダブテールではすっぽ抜けてしまう恐れもあります。
こんな時は、先人に学びましょう。
近代の家具に多大な影響を与えたシェーカー教徒による家具をまとめた
『シェーカー家具-デザインとディテール』(理工学社 1996)。
この本に掲載された図面をチェックすると、
やわらかいマツ材で作られた木箱類やチェストには、
15度から25度の角度のスルーダブテールジョイントが採用されていることが分かりました。
こういった大きな角度のダブテールジョイントの加工は、
既存のダブテールジョイントジグでは限界があります。
しかし、BTMTではアリ溝に特化した19度のビットがあります!

写真のアリ溝ビットはB34-05。角度19°。刃径49mm。
迫力のある大型ビットです。
■B34-05 刃径49mm 19度 「アリ溝」 ビット(3枚刃) 12mm軸
刃径の大きなビットですので、ルーターの回転数は、メーカー推奨16,000回転以下にし、切削時の抵抗を感じながら、送材速度を加減しました。
あらかじめ予備切削(荒取り)を行い、
アリ溝ビットで切削する量を減らしておくのもコツです。
いきなりアリ溝ビットでカットすると、
木が欠けてしまったり、ビットへの負荷もかかってしまったりするからです。
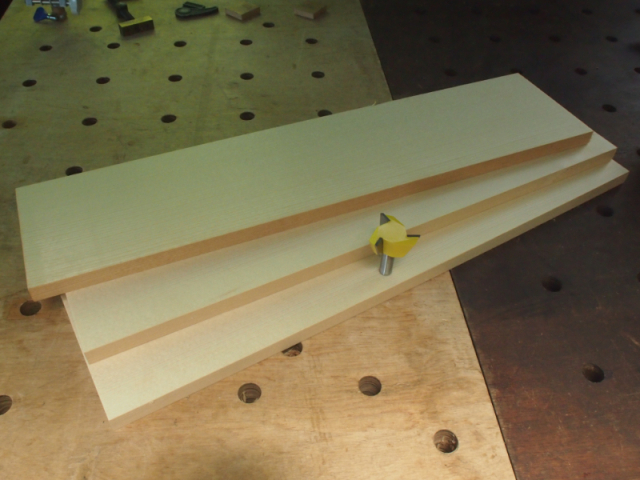
予備切削には、スパイラルビット!
BTMTには、ダウンカット、アップカット 、アップ&ダウンカットの3種類の「スパイラルビット」があります。
上の写真は、3種類のスパイラルビットのテストカットです。
今回の木目の向きや切削用途では大きな差が出ませんでしたが、
ビットのサイズ等、使いやすさを考慮した結果、
使用ビットは、アップ&ダウンカットをチョイス。
■B11-02 刃径12mm アップ+ダウン・スパイラルビット 12mm軸

スパイラルビットで予備切削が終わったところです。
このくらい削っておくと、アリ溝ビットの加工もスムーズでした。
アリ溝ビットで「テールボード」のカットができました。

ぜひご紹介したかったので!
今回使用しているBTMTのアリ溝ビットでできた「切削クズ」です。
まるで綿毛のようです!
続いては、
BTMTの「19度アリ溝ビット」で加工した「テールボード」のカタチに合うように、
「ピンボード」を加工していきます。
ピンボードの加工で使うビットは、一般的な「ストレートビット」です。
ですが…
ごくフツウのストレートビットでも良いのですが、
材料から抜けるときに木の繊維を断ち切れずに裂いてしまったり、ササクレがめくれ上がるとうまく仕上げられないことも……。
材料の表面&木口面の欠けやササクレを最小限にしたいことを考えれば、
螺旋状に刃のついた「スパイラルビット」一択です!
 一般的なダブテールジョイントでは、「テール」と「ピン」を、たくさん規則正しく加工しなければいけませんが、今回の作例では「ピン」は1つだけですので、セッティングは比較的シンプルです。
一般的なダブテールジョイントでは、「テール」と「ピン」を、たくさん規則正しく加工しなければいけませんが、今回の作例では「ピン」は1つだけですので、セッティングは比較的シンプルです。
アリ溝ビットの角度に合わせてマイターゲージの角度をセット。
材料はマイターゲージに直立させて固定し、ルーターテーブルで加工します。

材料の両側をけずれば、アリ溝ビットのカタチに合った台形のピンができあがりました。
テールボード、ピンボード両方の加工が完了しました。
接合のきつさ具合は、ストレートビットで加工するピンボードの方で調整しました。
材料の位置をわずかに変えて、徐々に切削することを繰り返して追い込みました。
ぴったりとはまりました。
つづいては刃径4mmの総超硬ストレートビットで、底板をはめ込むための溝を加工しました。
■B12-02 刃径4mmストレートビット(総超硬) 6mm軸
溝がジョイントの外側に見えないように、特にテールボードのほうは「プランジ加工」で溝を途中から加工しているのがミソです。

接着。クランプでしっかり固定しています。

塗装をして完成です。
箱のコーナーに大きなアリ形がひとつ、ユニークなデザインになりました。
底板はシナ合板を使用。総超硬ストレートビットで溝を切り、底板をはめ込んでいます。

完成した箱に、ちょっとアンティークな雰囲気の刃物を収納してみました。
BTMTのアリ溝ビットは、大きなテーブルの通しアリ桟など、大型家具の加工に使うビットですが、
今回はルーターテーブルにセットし、材料をマイターゲージにシッカリと固定して、箱組みに使ってみました。
シンプルな箱も、コーナーの組手だけで個性が出ます。
ぜひお試しください!
20210907公開
シェーカースタイルの小さなスツールを作る

John Kassay著『シェーカー家具ーデザインとディテール』(藤門 弘さん訳)を参考に、小さなスツールを作ってみました。
材料は、半分腐りかけたようなケヤキと生乾きのシラカシ。
座板は3種類の半径の異なる円弧から構成されているので、
ルータービットを使い、サークルカットジグでカットします。

永く保管していたケヤキを有効に使って、ミルキングスツールの座板にします。

BTMTミックス4枚刃ビットで’鉋掛け’したら、木肌がくっきりと現れました。
小さなヒビやシミも、オンリーワンの個性的な模様になります。


2枚つないで幅広の板にします。
まず、トップベアリング・スパイラルビットで材料の木端を真っ直ぐに切削しました。

そして強固な「本サネ接ぎ」の加工をしました。
BTMTルータービットを用いれば、このような加工も手軽に取り入れることができます。


接着して幅広材にしたケヤキの表面を、
あらためて、ミックス4枚刃「大入れ&プレナー」ビットで平滑に仕上げました。
ジョインターやプレナー、鉋などが無い場合も、
ルーターとBTMTルータービットを使ったこの方法をつかえば、材料の仕上げもカンタンです。

座板の輪郭を罫書きました。
この座板は、半径の異なる3種類の円弧から構成されています。
フリーハンドで切り抜くよりも、トリマーを取付けたサークルカットジグで切り抜くと、キレイなリンカクになります。

座板には斜めに脚を取り付けます。
そのために斜めの穴あけをします。
首を振って角度をつけられるラジアルボール盤にドリルを取り付け、
オリジナル書籍に記載の角度に設定した自由スコヤを、穴位置付近に配置し、それらの角度と一致するよう板を動かし、固定して加工しました。

いよいよ座板の切り抜き。
シェーカー家具の美しい形は、円弧の組み合わせでできています。
写真では自作サークルカットジグを使っていますが、すぐ加工に入りたい…と言う場合は、BTMTの姉妹店「オフの店ウェブショップ」で販売している下記が使えますよ!
★KGII トリマーサークルカットジグ「トリマル君」
★KGII トリマーサークルカットジグ「トリマル君」用延長バー (400mm)


BTMTルータービットB12-04(刃径6mm総超硬ストレートビット)である程度の深さまで溝を切削したら、その溝にそってジグソーやバンドソーで切り離します。


今度はルーターテーブルにベアリング付きのパターンビットを取り付けて、ジグソーで切り離したカット部分をトリミングします。




両サイドベアリング・パターンビットで整えたリンカクを、丸く面取りします。
BTMTルータービットの丸面ビットで、シェーカーの職人が手削りで丸くした雰囲気に近づけることができました。




脚はハンドカービングの道具を使い、削り跡を活かした仕上げ。
材料は生乾きの白樫。
BTMTルータービットでキリッと仕上げた座板とのコントラストをねらいます。
★Flexcut KN16 フレックス・ドローナイフ (127mm)


BTMTルータービットで、端正な三日月型に加工した座板に、カービングの道具で手削りした脚を固定して、完成です!
脚に使用したシラカシは半乾きで収縮し隙間が空く恐れがあるので、後から手直しができるクサビでの固定としました。

20210805公開
花台を作る2 「アリ溝ビット」を使って脚部を接合
花台を作ります。
「ロの字型」の脚部を、天板にアリ溝で接合します。
かなりしっかりとしていますので、花台として使うのであれば強度も充分です。
※ベンチとして使う場合は、貫等で適宜補強する必要があります。
----------------------------------------------------------------------------------------------------

↑ 脚部はウォルナット材で作ります。ロの字型の枠は、ポケットホールジョイントで接合することにしました。

↑ ポケットホールジグを使って、電動ドリルで斜めの穴を空けます。
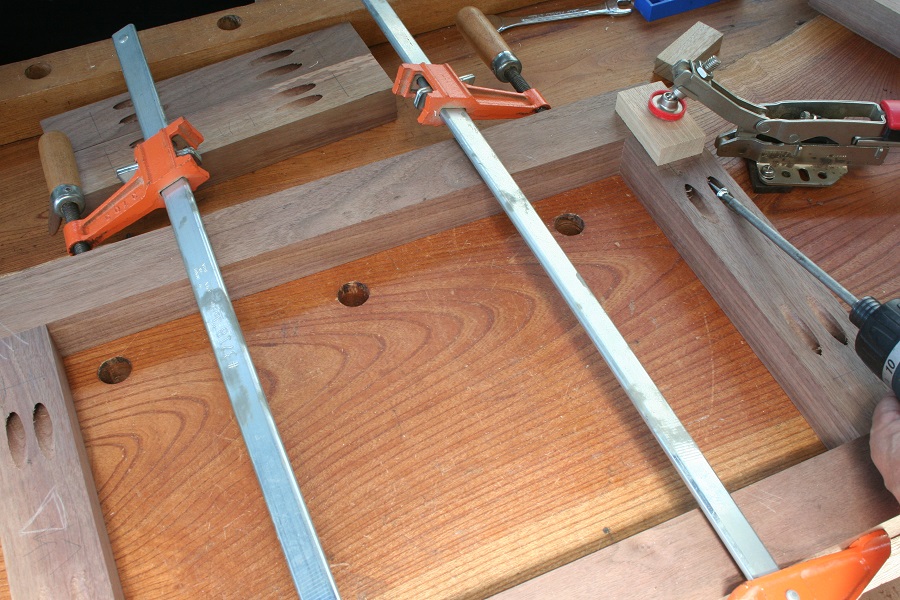
↑ ワークベンチで、しっかりとクランプしながらネジ止めします。
裏側などに加工することで、一般的なネジ止め/ダボ埋めの接合よりも目立たなくなるのも、ポケットホールジョイントの特長です。

↑ ポケットホールに、脚の材料と同じウォルナットのプラグを差し込んで隠します。

↑ いよいよ、ルータービットの登場です。
天板と脚を「アリ」で結合させます。
まず天板にアリ溝を彫りますが、「アリ溝ビット」を使う前に、スパイラルビットやストレートビットで、あらかじめ不要部分を切削します。
アリ溝ビットで削る量を減らすのが、キレイに仕上げるコツです。
※いきなり「アリ溝ビット」で溝を彫ると、ビットに大きな負荷がかかってしまうばかりでなく、キックバッグの危険もあります。

↑ 「アリ溝ビット」は、刃径24mm(B34-03)を用いました。
材料に固定したままフェンス位置を移動させることができる定規を使って、溝の幅を30mmに広げました。
★溝幅を広げる際には、ビットの回転方向と送り方向が同じにならないよう(クライムカットにならないよう)注意が必要です。
定規が必ずルーターの進行方向左側に位置するようにし、ビットの左側で切削してください。
★BTMT「アリ溝ビット」は、刃長を短く、刃径を大きくすることで、溝幅が広い時にも少ない回数で目的の幅が切削できるように工夫しました。

↑ 同じアリ溝ビットで、今度はルーターテーブルを使って、脚部にオス加工します。
材料を立てた状態でフェンスに沿わせてます。
ゆるくなってしまわないように、はじめは切削量を少なくします。
少しずつフェンス位置を調整して、アリ溝にぴったり合うように加工します。

↑ アリ溝とアリ桟の加工ができました。

↑ 脚部を差し込みます。
※この作例では、アリ溝やアリ桟に意図してテーパーは施していません。
天板、脚ともにわずかな歪み等があるので、最終的にはマレットで撃ち込まなければ入らないほどきついジョイントになります。

↑ 接合が完了しました。接着剤を塗らなくても、しっかりとした接合になります。

↑ 接地部分には、木栓を埋め込みました。

↑ 花台が完成しました。
サイズは1000mmx340mmx高さ500mm。幕板や貫がなく、すっきりとしたデザインです。
※イスとしては使えません。

↑ 脚の幅は天板よりわずかに小さくしています。(天板は、時間の経過と共に収縮すると思われるため)
アリ溝による接合が、シンプルなデザインで強度を出す秘訣です。

(完)
花台を作る1 天板の接ぎ合わせ面をルータービットで仕上げる
花台を作ります。
天板には、合板でおなじみですが、大きな無垢板は珍しい「シナ」の木を使います。
----------------------------------------------------------------------------------------------------

↑ シナの木の無垢板。
ヴァイオリンの裏板のような、美しい縮杢(ちぢみもく)が出ています。
大きな節もありますが、ワイルドに活かします。
1枚では天板の幅が足りないので、はぎ合わせます。

↑ 両サイドにベアリングの付いたB24-02「両サイドベアリング・アップ+ダウン・スパイラルビット」を使い、接ぎ合わせる面を真っ直ぐに加工します。
【ポイント】
ベアリング付きのルータービットを使うメリットは、加工したい位置に直接テンプレートを配置できること!
(ルーターベースや、ビットの径によるオフセッ
ここでは、アルミの構造材をテンプレートとして使いました。これは、板幅の狭い材料にも適応しやすい方法です。

↑ 途中まで切削したところ。
【ポイント】
ルータービットを無理に押し付けて、ルーターに過剰な負荷が掛かった状態で削るのは禁物です。
きれいに切削できないばかりでなく、ビットが折れてしまうなど、危険な場合があります。

↑ 節の部分もムシれたりせず、きれいに切削できました。

↑ 上下のベアリングのうち、ここでは上部のベアリングをテンプレートにあてています。

↑ 板接ぎ。デザイン的な観点から、ウォルナットを間にはさみ、アクセントに。

↑ 接着が済んだら、サンディング。

↑ シェラック塗装。硬化後に600番の耐水ペーパーで水砥ぎしワックスで仕上げました。
↑ 脚回りの製作は、別途紹介します。
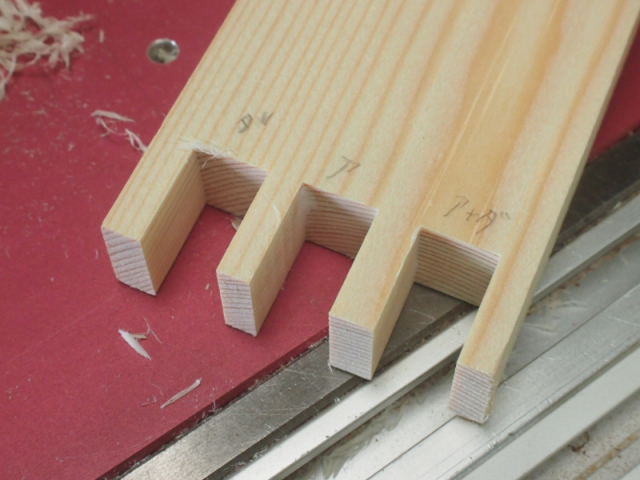
あられ組みビットでツートンカラーの箱を作る
あられ組みが引き立つ、ツートンカラーの小箱を作ります。
----------------------------------------------------------------------------------------------------
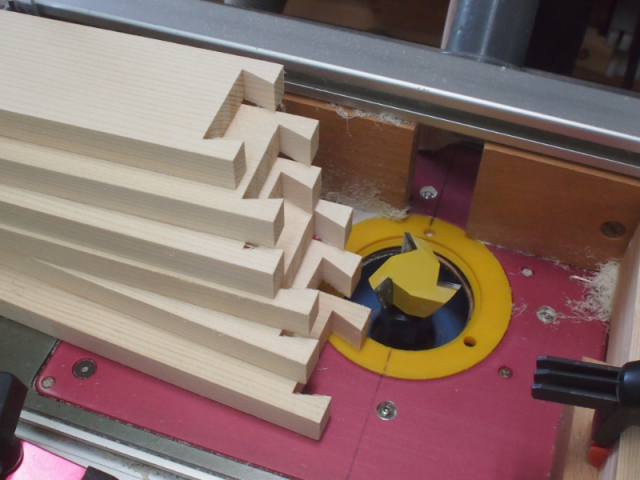
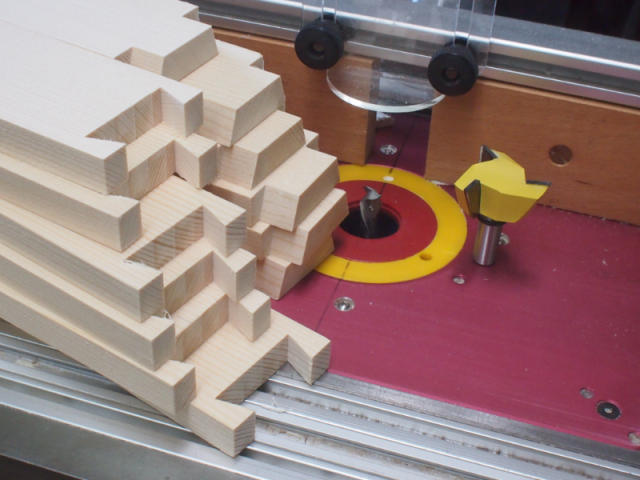
↑ BTMTの3種類の「あられ組ビット」
(左からB51-01刃幅3mm、B51-02刃幅4mm、B51-03刃幅5mm)
----------------------------------------------------------------------------------------------------
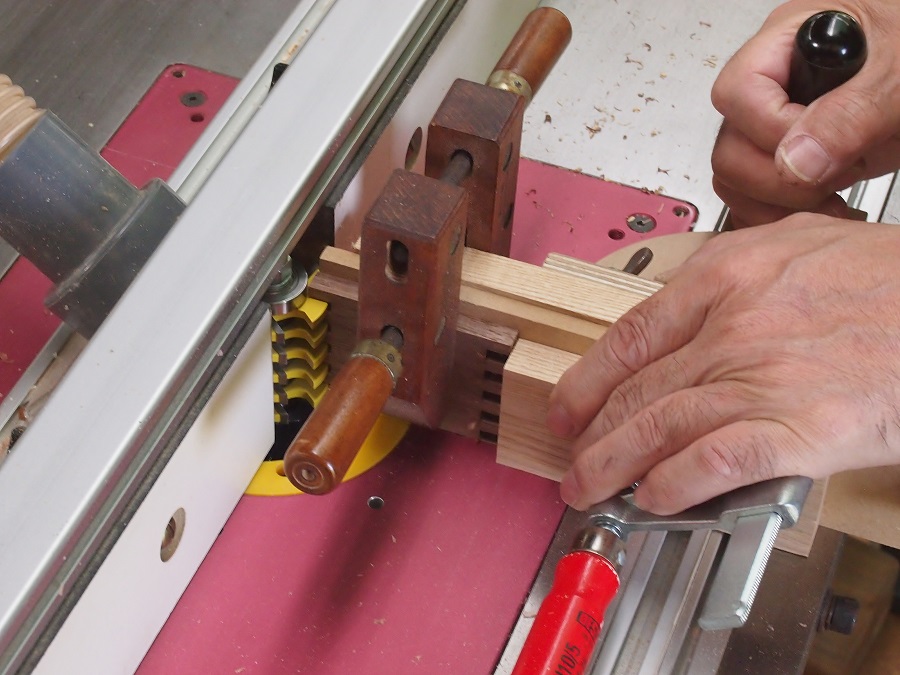
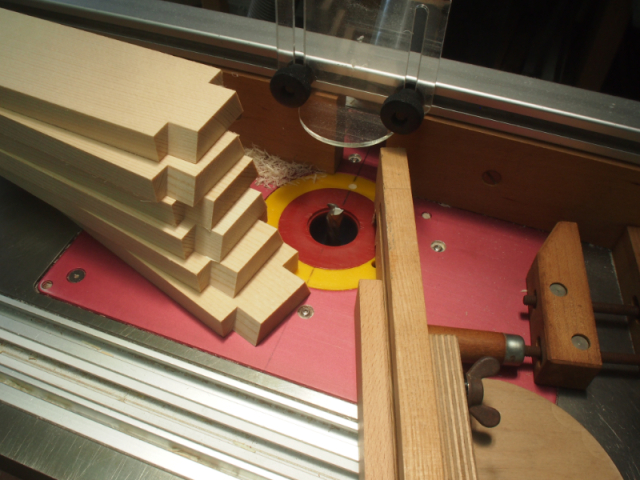
↑ 自作のジグに、材料をしっかり定して加工します。

↑ 刃幅3mmの「あられ組ビット」で加工したところ。予備として多めに加工しています。

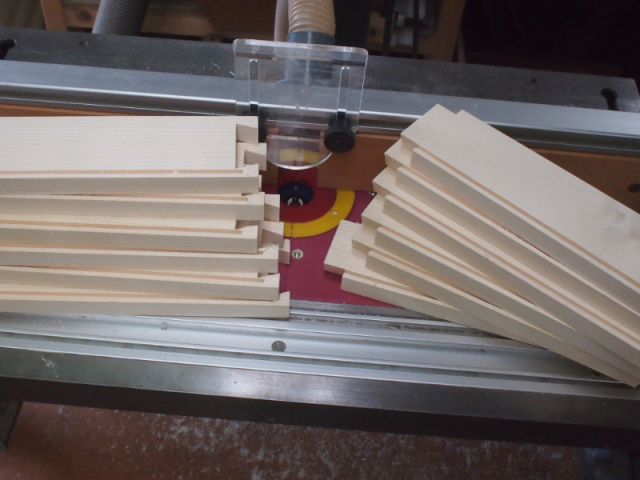
↑ 仮組みしました。ブナとウォルナットのコントラストが映えます。
(写真は刃幅5mmのビット)

↑ 接着。ここでは、ゴムチューブを用いて圧着しました。

↑ フタも作ります。
V溝ビットとトリマーテーブルで面取り。
面取りは45度が一般的ですが、角度が豊富にそろったBTMTのV溝ビットを使えば、面取りのパターンがひろがります。

↑ フタの裏側にはすべり止めの段欠き。
横溝ビットが便利です。

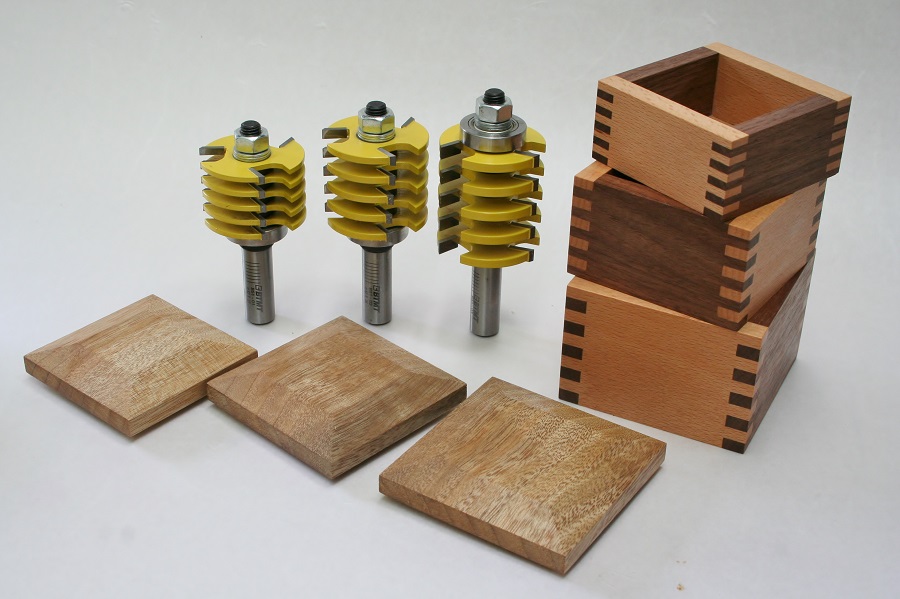
↑ 完成した3つの箱と、使用したBTMTルータービットを並べました。
白っぽいブナと、黒味のあるウォルナットの組み合わせが「あられ組」をクッキリと見せています。
・商品ページはここをクリック⇒ あられ組ビット



